Технологические особенности процесса
Размерное хромирование. При нанесении толстых износостойких покрытий как на новые детали, так и на ранее эксплуатировавшиеся (восстановление) требуется применять специальные подвесные приспособления и аноды. Это необходимо для равномерного осаждения покрытия, ибо электролиты для хромирования обладают низкой РС. Процесс получения равномерных по толщине хромовых покрытий, частично или полностью исключающий оконча тельную механическую обработку де талей, получил название размерного хромирования.
Во многих случаях, например, при хромировании штампов, для размерного хромирования применяют профилированные аноды, воспроизводящие рельеф покрываемой поверхности. При завеске детален в ванну следует учитывать, что при электролизе выделяется обильное количество газов, которые не должны скапливаться внутри детали или внутри подвески.
При хромировании внешней поверхности цилиндрических деталей в случаях, когда не применяются специальные подвесные приспособления с кольцевыми индивидуальными анодами, рекомендуется использовать круглые аноды диаметром 40—80 мм. Аноды располагают таким образом, . чтобы вокруг каждой детали было не менее четырех анодов. Оптимальным межэлектродным расстоянием считается 100-150 мм. При сокращении этого расстояния до 50 мм. Наблюдается при увеличении межэлектродного расстояния свыше 200—250 мм.
При вертикальном завешивании деталей в ванну нижние края деталей должны отстоять от дна более чем на 200 мм. Расстояние от поверхности электролита 100—150 мм.
С целью улучшения равномерности осаждения хрома возможно вести хромирование деталей в горизонтальном положении. При этом необязательно непрерывное вращение деталей. Периодическое вращение осуществляют с помощью специального приспособления (рис. 1).
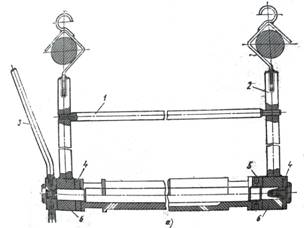
Рис 1. Подвески для хромирования деталей в горизонтальном положении: а - завешиваемая на две штанги ванны: 1 - траверса; 2 — штанга подвески; 3 — спица ворота для периодического поворота детали; 4 - уплотнительные диски; 5 - экран; 6 — втулки подвески; б — завешиваемая на одну штангу; 1 — рукоятка для поворота; 2 - крючок; 3 — траверса; 4 - винипластовые зубчатые колеса; 5 - штанга; 5 — муфты для крепления деталей
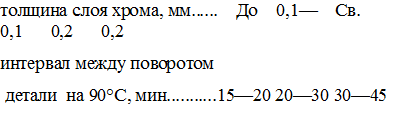
Поворот деталей на угол 90° осуществляют перемещением рукояток-спиц, которые находятся выше уровня электролита. Поворот осуществляют до того момента, когда очередная спица выйдет из электролита. Периодичность вращения зависит от толщины наращиваемого слоя следующим образом:
Периодическое вращение деталей возможно проводить и при иной конструкции подвесного приспособления, когда одновременно осуществляется вращение нескольких деталей.
При горизонтальном положении деталей в электролите хромирование ведут с плоскими анодами, отстоящими от поверхности деталей на 100—150 мм.
Смотрите также
Химия инертных газов
Словосочетание
„химия инертных газов“ звучит парадоксально. В самом деле, какая химия может
быть у инертного вещества, если в его атомах заполнены все электронные оболочки
и, стало быть, он ...
Возникновение и развитие науки химии
С незапамятных
времён человек,сталкиваясь с различными явлениями природы,накапливая сведения о
нихи об окружающих его предметах,всё чаще использовал их себе на благо.Человек
заметил,что под ...
Влияние сульфид-ионов на кинетику и механизм растворения золота в тиокарбамидных растворах
Известно, что в отсутствие на поверхности каталитически активных
частиц золото растворяется в тиокарбамидных растворах с очень малой скоростью
[1-3]. Кинетика и механизм процесса в этих усло ...